生产乳胶再生胶、轮胎再生胶、无味再生胶、三元乙丙再生胶、丁晴再生胶、丁基再生胶、高强力再生胶、胶粉等
再生胶与原胶相比可塑度更高,某些橡胶制品生产时使用再生胶时根本无需塑炼,但这并不意味着所有的再生胶在使用过程中都不用经过塑炼工序;相反使用再生胶生产橡胶制品时,如果塑炼工艺操作不当,直接导致再生胶塑炼胶可塑度过高过低的问题,严重影响再生胶塑炼胶质量;严格控制再生胶塑炼工艺,方可进一步改进再生胶制品后续加工工艺和成品质量HYL20Y3Y2019。
再生胶塑炼时通常在三种设备中进行:开炼机、密炼机和螺杆塑炼机,在不同炼胶机中塑炼再生胶时塑炼工艺不同,各参数对再生胶塑炼胶质量造成的影响也不尽相同。
1.控制开炼机塑炼条件
开炼机即开放式炼胶机,辊筒外露。再生胶选择在开炼机中塑炼时,塑炼时间过短、辊距参数大、塑炼温度过高会导致再生胶塑炼胶可塑度过低,再生胶配方中化学塑解剂用量不足也会造成此问题;反之塑炼时间过长、再生胶初始黏度较低或化学塑解剂用量过多时又会导致再生胶塑炼胶可塑度过高的问题出现;开炼机中装胶容量过大、塑炼时翻炼不均匀或胶料中塑解剂未能均匀分散还会造成不同部位的再生胶塑炼胶可塑度不均匀的问题。
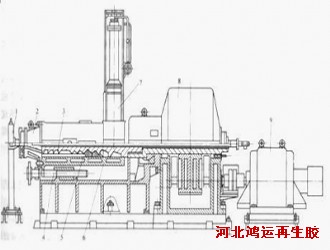
2.控制密炼机塑炼条件
相对于开炼机,使用密炼机塑炼的胶料质量更均匀,因此再生胶制品厂家更愿意使用密炼机炼胶。再生胶在密炼机中进行塑炼工序时,塑炼时间、塑炼温度、上顶栓压力和化学塑解剂用量会影响塑炼胶质量。一般密炼机塑炼再生胶时塑炼时间短、塑炼温度低、上顶栓压力不足、化学塑解剂用量过少会造成胶料可塑度偏低的结果;塑炼时间过长、塑炼温度过高或塑解剂用量过多同样会导致再生胶塑炼胶可塑度过高;需要注意的是,密炼机塑炼再生胶时塑炼时间过短还会导致再生胶塑炼胶的可塑度不均匀,化学塑解剂分散不均、装胶容量过大或在压片机中冷却不充分也会造成此问题。
3.控制螺杆塑炼机塑炼条件
螺杆塑炼机在塑炼时可以实现连续操作、自动化生产,但在使用过程中再生胶可塑度容易出现问题,影响再生胶塑炼胶的使用性能。在实际操作过程中,机温过高、填胶速度过快、出胶空隙大会导致塑炼胶可塑度过低;反之机温过高、填胶速度过慢、出胶空隙小又会造成再生胶塑炼胶可塑度值过高的情况;切胶胶块预热不够或不均匀、填胶速度过快或快慢不一会导致再生胶可塑度不均匀。
因此再生胶选择开炼机炼胶时需要调整塑炼条件和生产配方,必要时进行补充塑炼、减少装胶容量或制成母炼胶;在密炼机中塑炼再生胶时需要调整塑炼条件,包括塑炼时间、温度、上顶栓压力,调整再生胶配方;使用螺杆塑炼机时合理控制机温,调整填胶速度、调节出胶空隙,尽可能增加切胶胶块预热时间。
